
بهترین روش برش ورق آهنی؛ راهنمای کامل بازار آهن ایران
دسترسی سریع به محتوای مقاله
برش ورق آهنی شاید در نگاه اول یک فرآیند فنی ساده به نظر برسد؛ اما درواقع یکی از حیاتیترین مراحل در زنجیره مصرف ورق فولادی است. انتخاب روش درست برای برش نهتنها کیفیت نهایی محصول را تضمین میکند، بلکه بر سرعت پروژه، هزینه تمامشده و حتی میزان پرت (ضایعات) تأثیر مستقیم دارد. در بازار آهن ایران، از پروژههای ساختمانی کوچک گرفته تا صنایع بزرگ خودروسازی و معدنی، همگی به برش ورق متناسب با نیازشان وابسته هستند. من بهعنوان کسی که سالها در این بازار فعالیت کردهام، بارها شاهد بودهام که انتخاب روش اشتباه برای برش، باعث هدر رفتن هزینه و زمان زیادی در پروژهها شده است. در این مقاله علاوه بر معرفی روشهای برش ورق، ماشینآلات رایج و برندهای فولادی بازار، تجربههایی از کار با انواع ورقها را هم مرور میکنیم تا انتخاب بهتری برای پروژه خود داشته باشید.
چرا انتخاب روش برش مهم است؟
ورق فولادی بر اساس نوع، ضخامت و برند، رفتاری متفاوت در هنگام برش دارد. برای مثال، برش یک ورق سیاه ST37 فولاد مبارکه بسیار روان و بیدردسر انجام میشود، اما همین ضخامت اگر از نوع ضدسایش مثل هاردوکس یا ولدوکس باشد، به دستگاه پلاسما یا حتی واترجت نیاز دارد. به گفته یکی از فعالان در حوزه خدمات بارها مشتریانی داشته که تصور میکردند همه ورقها را میتوان با گیوتین ساده برش داد؛ درحالیکه نتیجه این کار، فقط اتلاف زمان و آسیب به دستگاه بوده است. یا بهعنوان مثالی دیگر، در پروژههای ساختمانی معمولاً دقت میلیمتری کافی است؛ اما در صنایع خودروسازی یا تجهیزات معدنی، کوچکترین خطا در برش میتواند عملکرد نهایی محصول را مختل کند. همین تجربهها نشان میدهد که شناخت روشهای مختلف برش و هماهنگی آن با نوع ورق، کلید موفقیت در هر پروژه است.
انواع روشهای برش ورق آهنی
۱. برش مکانیکی (گیوتین یا قیچی برقی)
- توضیح: یکی از رایجترین روشهای برش ورق آهنی در ایران است که با دستگاههای گیوتین یا قیچی هیدرولیک انجام میشود. این روش سرعت بالایی دارد و برای برش ورقهای با ضخامت پایین تا متوسط مناسب است. دستگاه گیوتین، ورق را مثل کاغذ با فشار تیغه میبُرد.
- مزایا: قیمت تمامشده پایین، سرعت بالا، مناسب برای تیراژ بالا.
- معایب: دقت کمتر نسبت به روشهای برش حرارتی یا لیزری، محدودیت در ضخامت (معمولاً تا ۲۰ میلیمتر).
- کاربرد: ورق سیاه ST37، ورق روغنی، ورق گالوانیزه.
تجربه بازاری: به گفته فعالان بازار، ورقهای ST37 مبارکه در ضخامتهای ۶ تا ۱۲ میلیمتر را همیشه با گیوتین برش میدهیم. کیفیت برش تمیز و یکنواخت است و مشتری هم راضی میشود؛ اما وقتی یک بار ورق آجدار کاویان را با همین روش برش دادیم، لبهها دچار شکستگی شد.

۲. برش لیزری
- توضیح: در این روش از اشعه لیزر پرقدرت برای برش استفاده میشود. دقت این روش بسیار بالا است و امکان ایجاد اشکال پیچیده وجود دارد.
- مزایا: برش تمیز و دقیق، قابلیت اجرای طرحهای پیچیده، مناسب برای ورقهای نازک تا متوسط، کیفیت لبه عالی.
- معایب: هزینه بالای دستگاه و خدمات، محدودیت در ضخامتهای خیلی زیاد.
- کاربرد: ورق روغنی، ورق استیل، ورق گالوانیزه و ورقهای تزئینی.
تجربه بازاری: تنها راهکار مقرونبهصرفه و دقیق برای آمادهسازی قطعات دکوراتیو، برش لیزری است. طبق تجربه نتیجه کار آنقدر تمیز است که ورق بدون هیچگونه پرداخت لبهها، آماده رنگآمیزی میشود.

۳. برش پلاسما
- توضیح: برش پلاسما با استفاده از قوس الکتریکی و گاز فشرده انجام میشود. این روش دقت خوبی دارد و برای ورقهای ضخیم نیز کارایی بالایی ارائه میدهد.
- مزایا: سرعت بالا، قابلیت برش ضخامتهای زیاد، دقت قابل قبول.
- معایب: لبهها نیاز به پرداخت دارند، هزینه تجهیزات نسبتاً بالا.
- کاربرد: ورق سیاه، ورق هاردوکس، ورق ولدوکس و ورقهای صنعتی ضخیم.
تجربه بازاری: برای برش ورق ۲۰ میلیمتری هاردوکس سوئدی، هیچ روشی جز پلاسما جواب نمیدهد. بهاینترتیب حتی با اصرار مشتری برای استفاده از برش گاز درنهایت متوجه خواهد شد که پلاسما بهترین گزینه است.
۴. برش آبجت (واترجت)
- توضیح: در این روش، آب با فشار بسیار بالا و در برخی موارد همراه با ذرات ساینده، باعث برش ورق میشود.
- مزایا: بدون ایجاد حرارت (عدم تغییر در خواص مکانیکی)، برش بسیار دقیق.
- معایب: سرعت پایینتر، هزینه بالاتر.
- کاربرد: ورقهای خاص و گرانقیمت مانند استیل، آلومینیوم و ورقهای ضدسایش.
تجربه بازاری: در پروژههایی نظیر برش ورق استیل ضدزنگ برای صنایع غذایی، واترجت تنها روش برشی است که بدون تغییر خواص ضدزنگ بودن انجام میشود. هرچند هزینه بالا است، اما مشتری مطمئن میشود کیفیت محصولش حفظ خواهد شد.

۵. برش گاز (اکسیاستیلن)
- توضیح: روش سنتی برش ورقهای ضخیم است که از شعله گاز اکسیاستیلن استفاده میکند.
- مزایا: مناسب برای ضخامتهای بسیار زیاد، تجهیزات سادهتر.
- معایب: لبههای برش کیفیت پایینتری دارند، نیاز به عملیات تکمیلی.
- کاربرد: ورق سیاه صنعتی، ورقهای ساختمانی ضخیم.
تجربه بازاری: هنوز هم در کارگاههای قدیمی بازار آهن، برش گازی پرطرفدار است. من بارها دیدهام برای ورقهای ۴۰ میلیمتری کاویان، تنها این روش جواب میدهد. البته کیفیت لبهها بههیچوجه قابل مقایسه با پلاسما نیست.
ماشینآلات مورد استفاده در برش ورق در بازار ایران
در بازار آهن ایران، ماشینآلات برش به دو دسته کلی تقسیم میشوند:
- ماشینآلات سنتی: گیوتین هیدرولیک، دستگاههای برش دستی و شعلهبرش.
- ماشینآلات پیشرفته: برش لیزری CNC، پلاسما CNC و دستگاههای واترجت.
کارخانههای بزرگ و انبارهای عمدهفروش ورق فولادی معمولاً مجهز به برش پلاسما یا گیوتین هستند، درحالیکه کارگاههای کوچکتر بیشتر از گیوتین. قیچیهای برقی یا شعلهبرش استفاده میکنند. بر اساس تجربه من، مشتریان بازار آهن معمولاً ابتدا به سراغ روشهای سنتی میروند چون هزینه کمتری دارد؛ اما وقتی کیفیت برایشان مهم باشد، سراغ برشهای CNC میآیند.
برندهای ورق فولادی و سهولت در برش
یکی از نکات مهم برای انتخاب روش برش، برند ورق فولادی است. برخی برندها کیفیت تولید بهتری دارند که باعث میشود عملیات برش راحتتر و تمیزتر انجام شود.
- ورق فولاد مبارکه: به دلیل یکنواختی سطح و کیفیت بالا، یکی از بهترین گزینهها برای برشهای دقیق بهویژه در ضخامتهای پایین تا متوسط است.
- ورق فولاد اکسین: بیشتر در ضخامتهای سنگین تولید میشود و معمولاً با روش پلاسما یا گاز برش داده میشود.
- ورق فولاد کاویان: برای پروژههای ساختمانی رایج است و برش گیوتین برای ضخامتهای پایینتر گزینه مناسبی است. در برش گیوتین گاهی مشکلاتی دیده میشود، اما با پلاسما عملکرد خوبی دارد.
- ورقهای وارداتی ضدسایش (هاردوکس و ولدوکس): به دلیل سختی بالا، برش آنها نیاز به لیزر یا پلاسما یا واترجت دارد و در کارگاههای معمولی بهسختی برش داده میشوند.
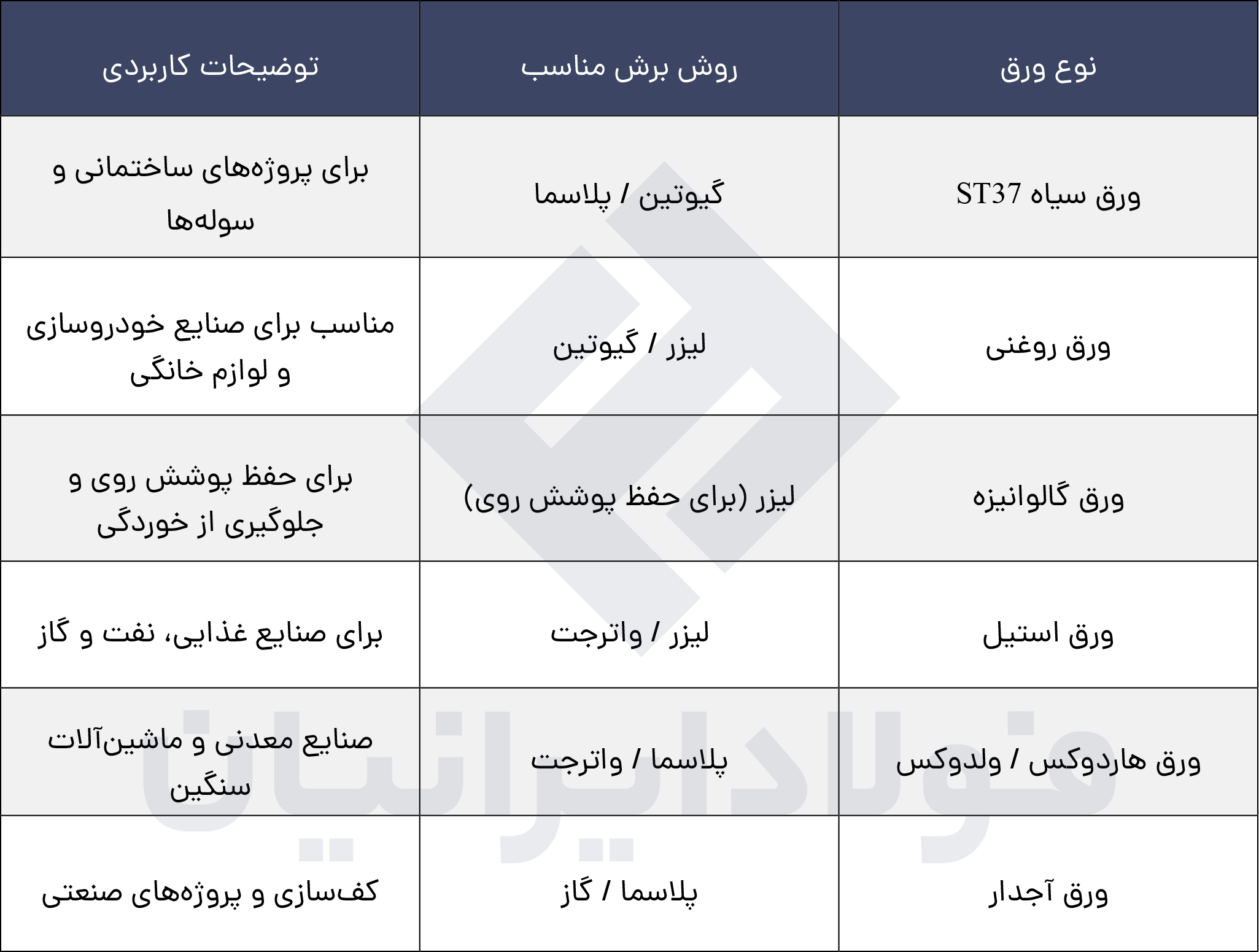
جدول انواع ورقهای فولادی و روش برش پیشنهادی
تأثیر انتخاب روش برش بر قیمت تمامشده
روش انتخابی برای برش ورق نهتنها بر کیفیت کار، بلکه بر هزینه نهایی و نرخ ورق نیز تأثیرگذار است. ازاینرو یکی از دغدغههای همیشگی مشتریان بازار آهن، قیمت نهایی است. روش برش تأثیر زیادی بر هزینه دارد:
- گیوتین: کمهزینهترین روش.
- لیزر: هزینه بالاتر اما با دقت عالی.
- پلاسما: هزینه متوسط، مناسب برای ورقهای ضخیم.
- واترجت: گرانترین روش اما بدون تغییر خواص مکانیکی.
- گاز: هزینه پایین برای ورقهای ضخیم، اما کیفیت پایینتر.
بهعنوان کسی که بارها قیمتگذاری برای مشتریان انجام دادهام، همیشه پیشنهاد میکنم اگر پروژه شما دقیق و حساس نیست، به سراغ روشهای کمهزینهتر بروید؛ اما در پروژههای حساس مثل نفت و گاز یا صنایع غذایی، هرچقدر هم هزینه بالا باشد، باید سراغ لیزر یا واترجت بروید.
انتخاب برش ورق
انتخاب بهترین روش برش ورق آهنی در بازار ایران، ترکیبی از شناخت نوع ورق، ضخامت، برند و نیاز پروژه است. از گیوتین و گاز سنتی گرفته تا لیزر، پلاسما و واترجت پیشرفته، هرکدام جایگاه خودشان را دارند. تجربه شخصی من نشان داده است که برندهایی مانند فولاد مبارکه به دلیل کیفیت سطح و استاندارد تولید، معمولاً برش راحتتر و دقیقتری دارند. درحالیکه ورقهای ضدسایش خارجی به تجهیزات ویژه نیاز دارند. درنهایت، اگر به دنبال برش سریع و ارزان هستید، گیوتین و گاز گزینههای اصلیاند؛ اما اگر کیفیت و دقت برایتان مهم است، لیزر و واترجت انتخابهای برتر خواهند بود. درنهایت، انتخاب بهترین روش برش ورق آهنی باید با توجه به نوع ورق فولادی، ضخامت، دقت مورد نیاز و هزینه مورد نظر خریدار یا پیمانکار انجام شود.
